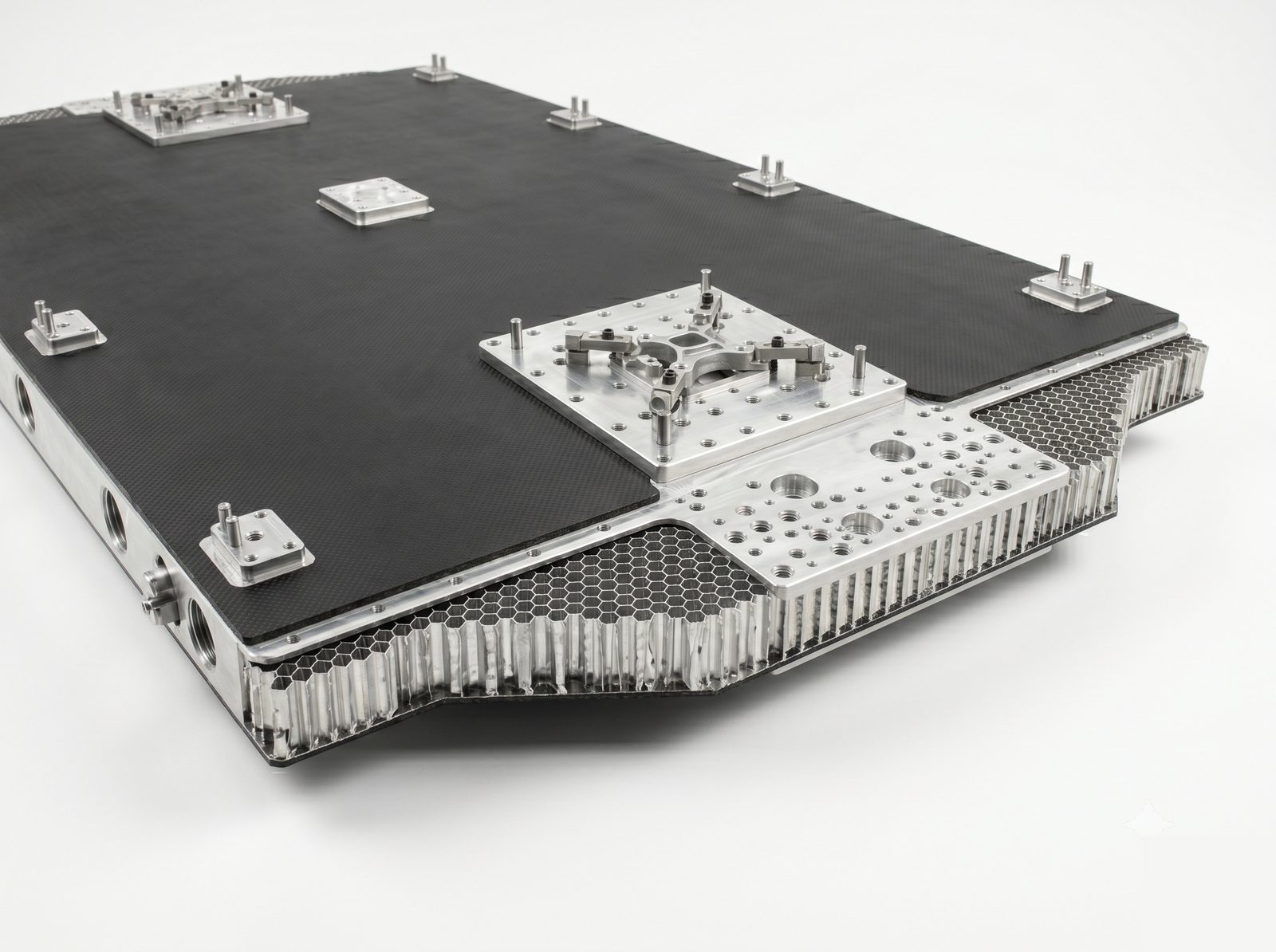
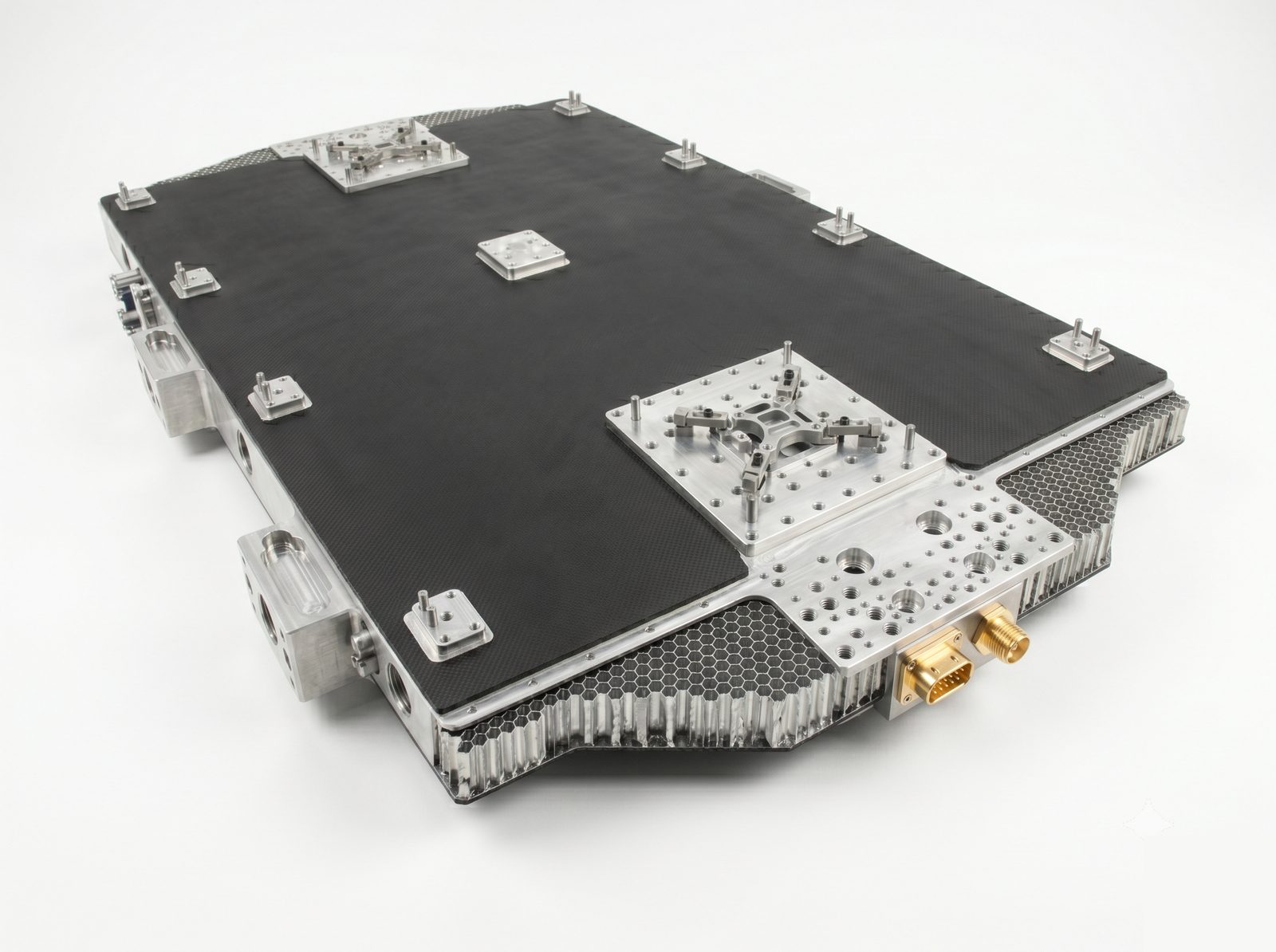
Satellite Structure Panels
Tolerance±0.005mm flatness
MaterialAL 7075, Ti-6Al-4V inserts
FinishHard anodize / black anodize
Commercial Space Hardware Only. No ITAR. Factorem manufactures commercial space hardware under EAR99 and equivalent regulations. We do not manufacture ITAR-controlled hardware or space articles listed on the US Munitions List (USML).
Satellite structure panels, optical payload housings, attitude control hardware, and thermal management components, with AMS materials, full traceability, and engineering review on every order.
±0.005mm
Precision tolerance
12 days
Standard lead time
98%
On-time delivery
ISO 9001
Certified

What We Make
From satellite structure panels to precision optical payload housings: space-grade hardware with full material traceability and engineering review on every order.





Custom geometry
Bus brackets, antenna mounts, star tracker housings, CubeSat chassis, custom deployment mechanisms. Upload a STEP file and our engineering team reviews and quotes within 24–48 hours.
Upload for reviewWhy Space Orders Fail
Most machine shops have no frame of reference for space-grade requirements. These are the failure modes that result when hardware reaches integration, or worse, orbit.
Space hardware optimised for mass budget routinely has 0.3–0.8mm walls. Shops without experience in thin-wall fixturing deliver parts that are dimensionally correct on the machine and out-of-spec in the assembly, with no recovery path at integration.
Orbital hardware experiences temperature swings from −180°C to +120°C per cycle. Multi-material assemblies with mismatched coefficients of thermal expansion develop stress concentrations and alignment drift that undermine optical and mechanical performance over mission life.
Space qualification programs require material traceability, dimensional inspection records, and surface finish documentation traceable to each part serial number. Suppliers who don't maintain this chain create gaps that either delay qualification or require full rework at programme cost.
Our Process
From STEP file to delivered part, with space-specific engineering review and full qualification documentation at every stage.
STEP, IGES, or 2D drawing accepted. Include material specification (AMS grade), surface finish callouts, and any assembly or qualification context. Quote returned within 24–48 hours. NDA available on request.
Your engineer reviews AMS material specification, CTE compatibility, thin-wall fixturing strategy, surface finish outgassing suitability, and tolerance achievability, before a single chip is cut. Issues are flagged and resolved upfront.
We confirm AMS alloy grade, surface finish type (and outgassing suitability where relevant), and any special requirements before order confirmation. All specifications documented in the work order. No assumptions passed to the shop floor.
3-axis and 5-axis CNC machining with in-process dimensional checks. CMM inspection on critical features. Surface finish verified at source. Coating type and thickness confirmed before shipment.
Material Test Report (MTR to AMS spec), Certificate of Conformance, dimensional inspection report, and surface finish certification ship with every order. 12-day standard lead time. First Article Inspection reports on request.
"Factorem flagged a CTE mismatch in our optical payload housing design before we went to production, saving us a qualification failure and a full design iteration. Every part shipped with the documentation our integration team needed on day one."
300+
Engineering teams served
150+
Vetted SEA suppliers
98%
On-time delivery rate
0
Critical rejections at QC
Certifications & Standards
FAQ
No. Factorem manufactures commercial space hardware under EAR99 and equivalent regulations only. We do not manufacture ITAR-controlled hardware or space articles listed on the US Munitions List (USML).
We work with AL 6061, AL 7075, Ti-6Al-4V, SS 17-4 PH, Invar 36, and engineering polymers. All materials are sourced to AMS specifications with full traceability documentation. We also work with CuW for thermal management applications.
Yes. Every space hardware order ships with a Material Test Report (MTR) to AMS specification, a Certificate of Conformance, and a dimensional inspection report. First Article Inspection reports are available on request.
We supply black anodize, electroless nickel, MIL-A-8625 Type II and Type III hard anodize, chromate conversion coating, and passivation. For space-exposed surfaces we specify finishes based on outgassing and thermal control requirements during DFM review.
We hold tolerances to ±0.005mm on critical bore and flatness features for optical payload housings, interface plates, and reaction wheel mounts. Structural panels are typically ±0.01mm. Tighter tolerances for precision pointing mechanisms are reviewed case-by-case during DFM.
Factorem holds ISO 9001:2015 certification (TÜV SÜD). Our vetted supplier network includes AS9100-capable facilities for space-grade quality requirements. Documentation of supplier certification is available on request.
Get Started
Upload a part file for a quote, or talk to our engineering team about your satellite structure, optical payload, or thermal control hardware. AMS materials, full traceability documentation. Most quotes returned within 24–48 hours.
Commercial parts only · No ITAR · Files encrypted · NDA available on request